






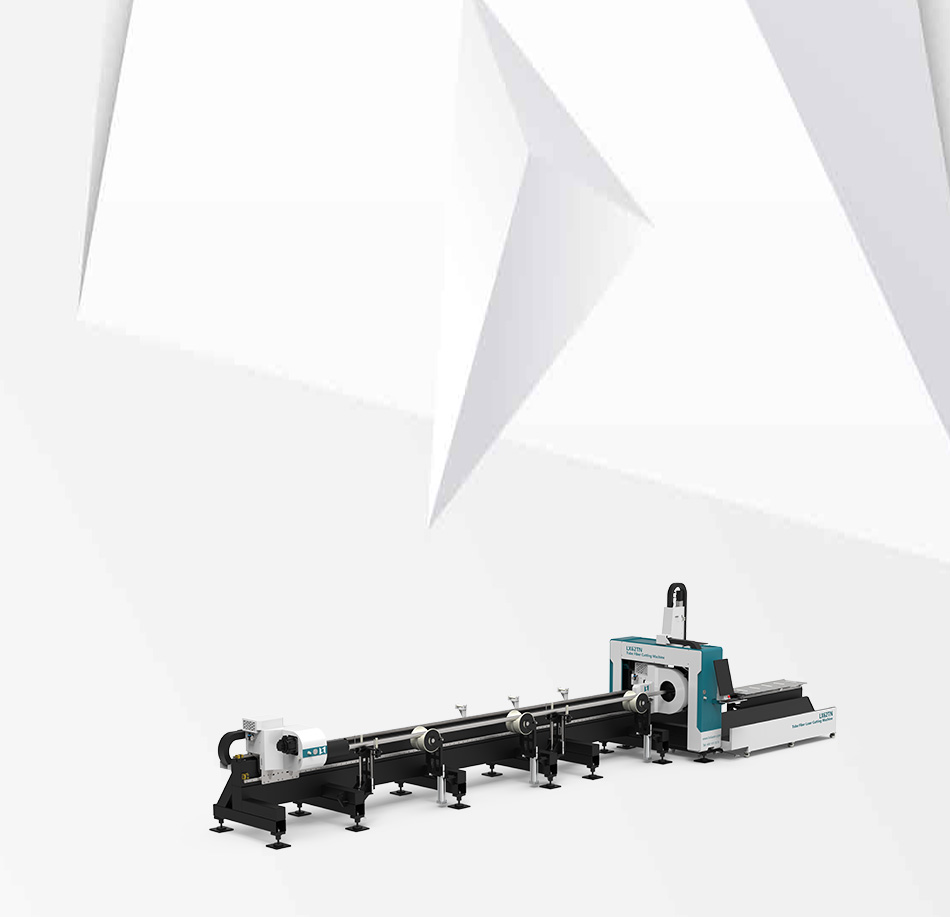

छेउमा झुण्डिएको संरचना एक टुक्रा वेल्डेड ओछ्यान
ओछ्यानले साइड-ह्याङ्गिङ संरचना र एक-टुक्रा वेल्डेड ओछ्यान अपनाउँछ, जुन आन्तरिक तनाव हटाउन एनिल गरिएको छ। रफ मेसिनिङ पछि, मेसिनिङ समाप्त गर्नु अघि कम्पन एजिङ गरिन्छ, जसले गर्दा मेसिन उपकरणको कठोरता र स्थिरतामा धेरै सुधार हुन्छ र मेसिन उपकरणको शुद्धता सुनिश्चित हुन्छ। AC सर्वो मोटर ड्राइभ संख्यात्मक नियन्त्रण प्रणालीद्वारा नियन्त्रित हुन्छ, र चकले मोटर ड्राइभ पछि Y दिशामा पारस्परिक गति महसुस गर्छ, द्रुत गति र फिडिङ गति महसुस गर्छ। Y-अक्ष र्याक र रेखीय गाइड रेल दुवै उच्च-परिशुद्धता उत्पादनहरूबाट बनेका छन्, जसले प्रभावकारी रूपमा प्रसारणको शुद्धताको ग्यारेन्टी गर्दछ; स्ट्रोकको दुबै छेउमा सीमा स्विचहरू नियन्त्रण गरिन्छ, र एकै समयमा कडा सीमा उपकरण स्थापना गरिन्छ, जसले प्रभावकारी रूपमा मेसिन उपकरण आन्दोलनको सुरक्षा सुनिश्चित गर्दछ; मेसिन उपकरण सुसज्जित छ स्वचालित लुब्रिकेटिङ उपकरणले नियमित अन्तरालमा बेडको चल्ने भागहरूमा लुब्रिकेटिङ तेल थप्छ ताकि चल्ने भागहरू राम्रो अवस्थामा चल्छन्, जसले गाइड रेल, गियर र र्याकहरूको सेवा जीवन सुधार गर्न सक्छ।
अगाडि-फिडिङ-उपकरण
अगाडिको फिडिङ उपकरणमा एयर सिलिन्डरद्वारा नियन्त्रित सपोर्ट प्लेट समावेश छ, जसले काटिएको पाइप लामो हुँदा पाइपलाई सपोर्ट गर्छ र यसलाई झर्नबाट रोक्छ।
जब वर्कपीस काटिएको हुन्छ, उठेको सपोर्ट सिलिन्डरले पाइपलाई सपोर्ट गर्न सपोर्ट प्लेटलाई सपोर्ट गर्छ र यसलाई झर्नबाट रोक्छ। जब वर्कपीस काटिन्छ, उठेका सपोर्ट सिलिन्डरहरू सबै फिर्ता लिइन्छ, र वर्कपीस ब्ल्याङ्किङ प्लेटमा खस्छ र भण्डारण ठाउँमा सर्छ। सिलिन्डरको कार्य स्वचालित रूपमा प्रणालीद्वारा नियन्त्रित हुन्छ।
अगाडिको भागलाई पनि फलो-अप प्रकार र म्यानुअल समायोजन प्रकारमा विभाजन गरिएको छ।

समर्थन-संयन्त्रहरू
ओछ्यानमा ३ वटा सपोर्टिङ मेकानिजम जडान गरिएका छन्, र त्यहाँ दुई प्रकारका उपलब्ध छन्:
१. फलो-अप सपोर्टलाई माथि र तल सार्नको लागि स्वतन्त्र सर्वो मोटरद्वारा नियन्त्रित गरिन्छ, मुख्यतया लामो काटिएका पाइपहरू (सानो व्यास भएका पाइपहरू) को अत्यधिक विकृतिको लागि फलो-अप सपोर्ट गर्न। जब पछाडिको चक सम्बन्धित स्थितिमा सर्छ, बच्नको लागि सहायक सपोर्टलाई कम गर्न सकिन्छ।
२. चर-व्यासको पाङ्ग्रा समर्थन सिलिन्डरद्वारा उठाइन्छ र घटाइन्छ, र यसलाई विभिन्न आकारका पाइपहरूलाई समर्थन गर्न विभिन्न स्केल स्थितिहरूमा म्यानुअल रूपमा समायोजन गर्न सकिन्छ।
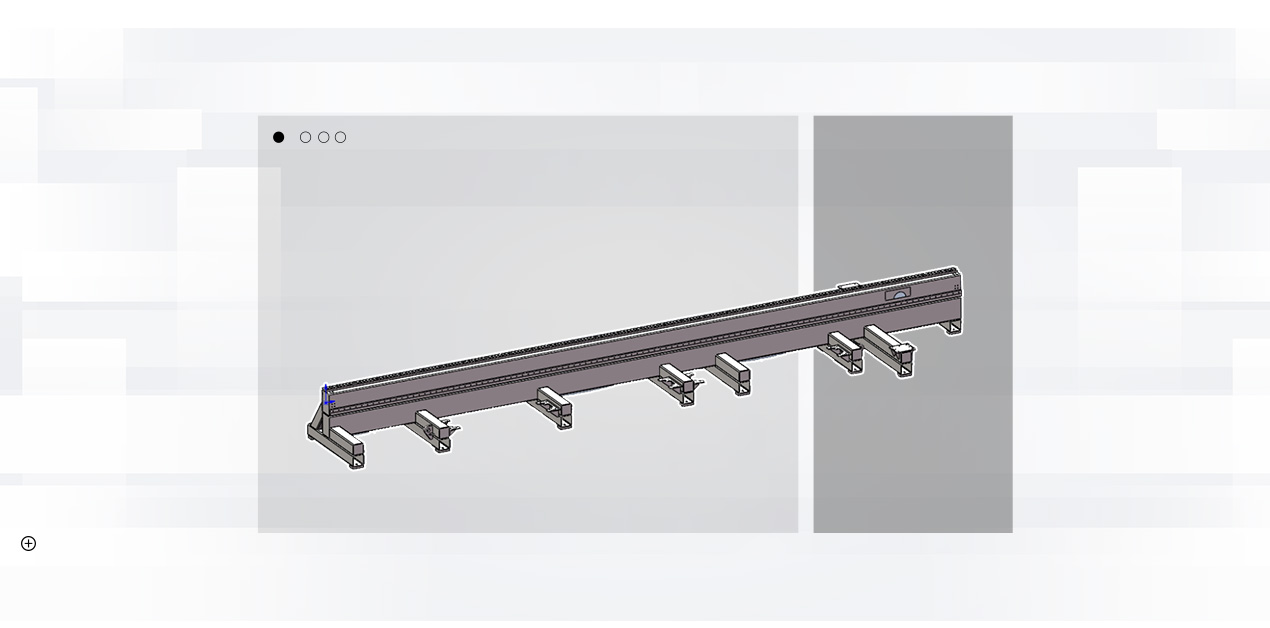
चक-पार्ट
चकलाई अगाडि र पछाडि दुई वायमेटिक फुल-स्ट्रोक चकहरूमा विभाजन गरिएको छ, जुन दुवै Y दिशामा सार्न सक्छन्। पछाडिको चक पाइपलाई क्ल्याम्पिङ र फिडिङको लागि जिम्मेवार छ, र अगाडिको चक क्ल्याम्पिङ सामग्रीहरूको लागि बेडको अन्त्यमा स्थापित गरिएको छ। सिंक्रोनस रोटेशन प्राप्त गर्न अगाडि र पछाडिको चकहरू क्रमशः सर्वो मोटरहरूद्वारा संचालित हुन्छन्।
डबल चकको संयुक्त क्ल्याम्पिङ अन्तर्गत, छोटो पुच्छर काट्ने काम गर्न सकिन्छ, र मुखको छोटो पुच्छर २०-४० मिमीसम्म पुग्न सक्छ, जबकि लामो पुच्छरको छोटो पुच्छर काट्ने कामलाई समर्थन गर्दछ।
TN शृङ्खलाको पाइप काट्ने मेसिनले चक चाल र बच्ने विधि अपनाउँछ, जसले सधैं दुई चकहरू प्रयोग गरेर काट्ने काम गर्न सक्छ, र पाइप धेरै लामो र अस्थिर हुने छैन, र परिशुद्धता पर्याप्त छैन।

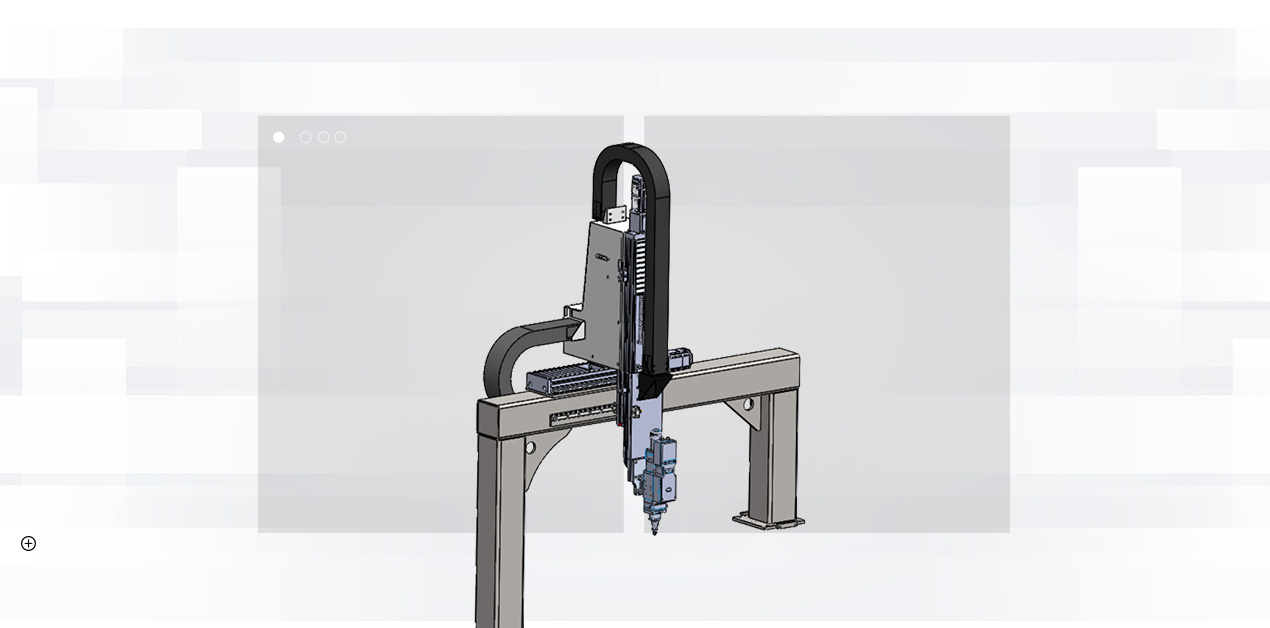
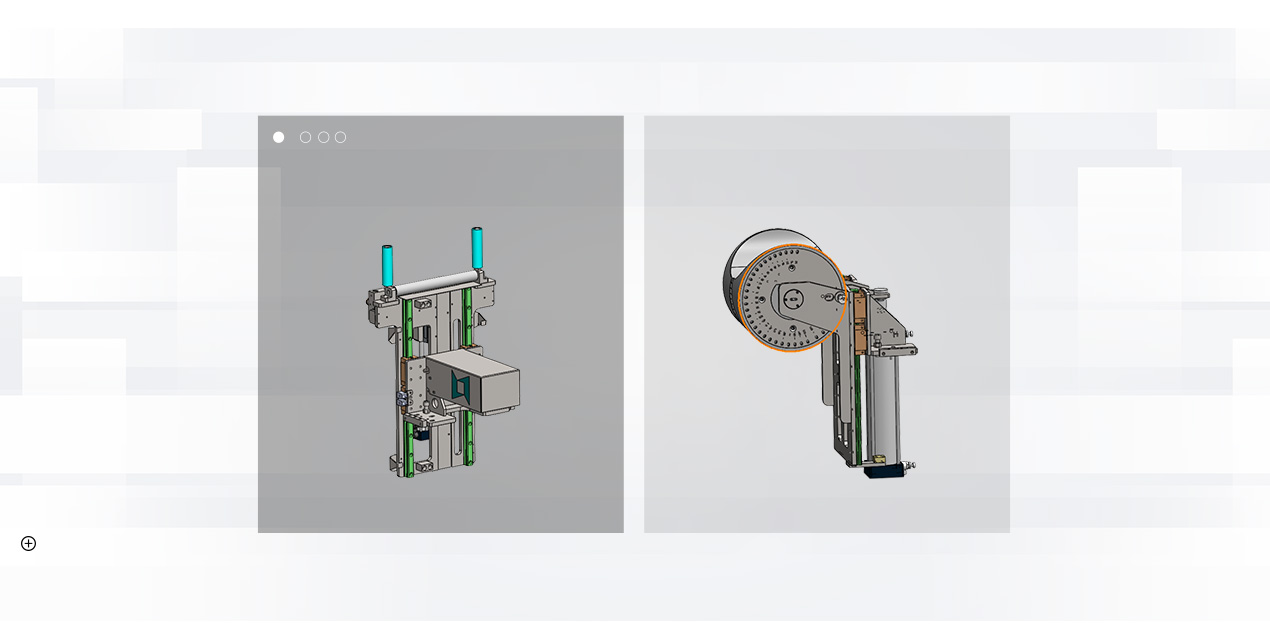
अक्ष-उपकरण
X-अक्ष उपकरणको क्रसबीमले ग्यान्ट्री संरचना अपनाउँछ, जुन वर्ग ट्यूब र स्टील प्लेटको संयोजनद्वारा वेल्ड गरिएको हुन्छ। ग्यान्ट्री कम्पोनेन्ट बेडमा फिक्स गरिएको छ, र X-अक्षलाई X दिशामा स्लाइड प्लेटको पारस्परिक गति महसुस गर्न र्याक र पिनियन चलाउन सर्वो मोटरद्वारा संचालित गरिन्छ। आन्दोलनको प्रक्रियामा, सीमा स्विचले प्रणाली सञ्चालनको सुरक्षा सुनिश्चित गर्न स्थिति सीमित गर्न स्ट्रोकलाई नियन्त्रण गर्दछ।
एकै समयमा, X/Z अक्षको आन्तरिक संरचनालाई सुरक्षित गर्न र राम्रो सुरक्षा र धुलो हटाउने प्रभावहरू प्राप्त गर्न आफ्नै अंग आवरण छ।
Z-अक्ष उपकरणले मुख्यतया लेजर हेडको माथि र तलको चाललाई महसुस गर्छ।
Z-अक्षलाई आफ्नै इन्टरपोलेसन आन्दोलन गर्न CNC अक्षको रूपमा प्रयोग गर्न सकिन्छ, र एकै समयमा, यसलाई X र Y अक्षहरूसँग जोड्न सकिन्छ, र विभिन्न परिस्थितिहरूको आवश्यकताहरू पूरा गर्न फलो-अप नियन्त्रणमा पनि स्विच गर्न सकिन्छ।
धातु पाइप फाइबर लेजर काट्ने मेसिन 62TN फाइदाहरू

-

फिटकिरीको लागि TX124 2024 फाइबर लेजर काट्ने मेसिन...
-

LX82TS ७% छुट १ किलोवाट १.५ किलोवाट ३ किलोवाट ४ किलोवाट ६ किलोवाट फाइबर...
-

LX123TX बेस्ट थ्री चक हेभी-ड्युटी फाइबर लेजर...
-

LX3015E मेटल प्लेट फाइबर लेजर कटर एक्स...
-

LX62TN अर्ध स्वचालित फिडिङ फाइबर लेजर धातु...
-

LX62TD १-६ किलोवाट किफायती पाइप काट्ने मेसिन प...











